Контроль качества термообработки
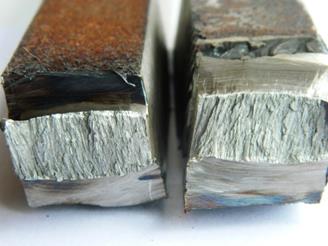
Типичные виды дефектов при термической обработке — коробление, неполная или неравномерная закалка, трещины, пережог, а также неудовлетворительные механические свойства.
Контроль качества термообработки позволяет не только выявить брак, но и предупредить его появление.
Методы контроля качества изделий
 Химический анализ. Представляет собой пробу в виде мелкой стружки, помещенную в химический реактив с целью выпадения осадка. Выпавший осадок в дальнейшем исследуют.
Химический анализ. Представляет собой пробу в виде мелкой стружки, помещенную в химический реактив с целью выпадения осадка. Выпавший осадок в дальнейшем исследуют.- Спектральный анализ. * Проводится специальным
прибором-стилоскопом и спектрографом. Обеспечивает сохранность детали и быструю сортировку по маркам стали. - Проба на искру. Незаменима, если необходимо как можно быстрее выявить содержание легированных элементов в стали, а также углерода.
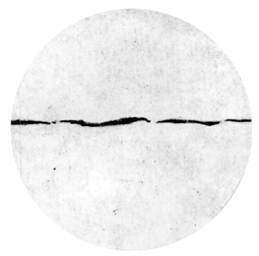
- Магнитный метод. Применяется, когда нужно визуально обнаружить невидимые дефекты: волосовины, раковины, мелкие и тонкие трещины на малой глубине и частично выходящие на поверхность.
- Цветной и люминесцентный метод. Применяются для контроля дефектов на поверхности немагнитных деталей с помощью ультрафиолетовых лучей. Под воздействием индикаторной жидкости лучи выявляют мельчайшие дефекты.
- Рентгеновский анализ. Благодаря способности рентгеновских лучей проникать внутрь металла, этот метод применяют для контроля качества термической обработки деталей и выявления пористости, раковин, непровара и других внутренних дефектов. Также метод надежен при изучении кристаллической решетки (рентгеноструктурный анализ).
- Ультразвуковой анализ. Позволяет определить расположение дефекта (трещин, раковин, расслоений) на глубине до нескольких десятков сантиметров. Ультразвуковой метод может использоваться в крупных паковках, массивных валах, вагонных осях. В настоящее время этот метод находит широкое применение в промышленности.
* — кроме того, наша лаборатория проводит фотоэлектрический спектральный анализ металла.
Цена контроля качества термообработки
Точная цена определяется после согласования объёма исследования. Итоговая цена зависит от того, сколько понадобится исследований и какие именно.
Оплата счёта обычно происходит после проведения исследований. За результат.
Требования к образцам по ГОСТ 5639–82
Пункт 1. Отбор образцов
1.1. Место отбора и количество образцов для определения величины зерна устанавливаются
1.1.1. При отсутствии указаний отбор образцов для определения действительного зерна проводят произвольно; для определения склонности зерна к росту и кинетики роста отбор образцов проводят в месте отбора для механических испытаний.
1.1.2. При отсутствии указаний в
1.2. Площадь сечения шлифа на образце должна быть не менее 1 см².
Для металлопродукции толщиной менее 8 мм допускается изготовление шлифов площадью менее 1 см².
Для определения склонности зерна к росту и кинетики роста зерна допускается отбор образцов от кованой ковшевой пробы при условии сопоставимости результатов испытаний с результатами готовой металлопродукции.
Металлографические исследования, которые мы проводим:
- анализ изломов;
- контроль микроструктуры и макроструктуры;
- анализ причин разрушения (экспертиза);
- контроль качества термообработки.
- исследования на неметаллические включения.